
 | Der Kopf hatte beim Abriss des Pleuels ja so einiges an den Quetschkanten abbekommen - und da ich für den neuen Motor den Kopf eh ein paar zehntel Milimeter planen muss trifft ist das ganze nur halb so schlimm. Also mal mit der Demontage der Ventile begonnen... |
 | und alles fein säuberlich beschriftet - die sollen ja wieder an ihren ursprüngliche Platz zurück. |
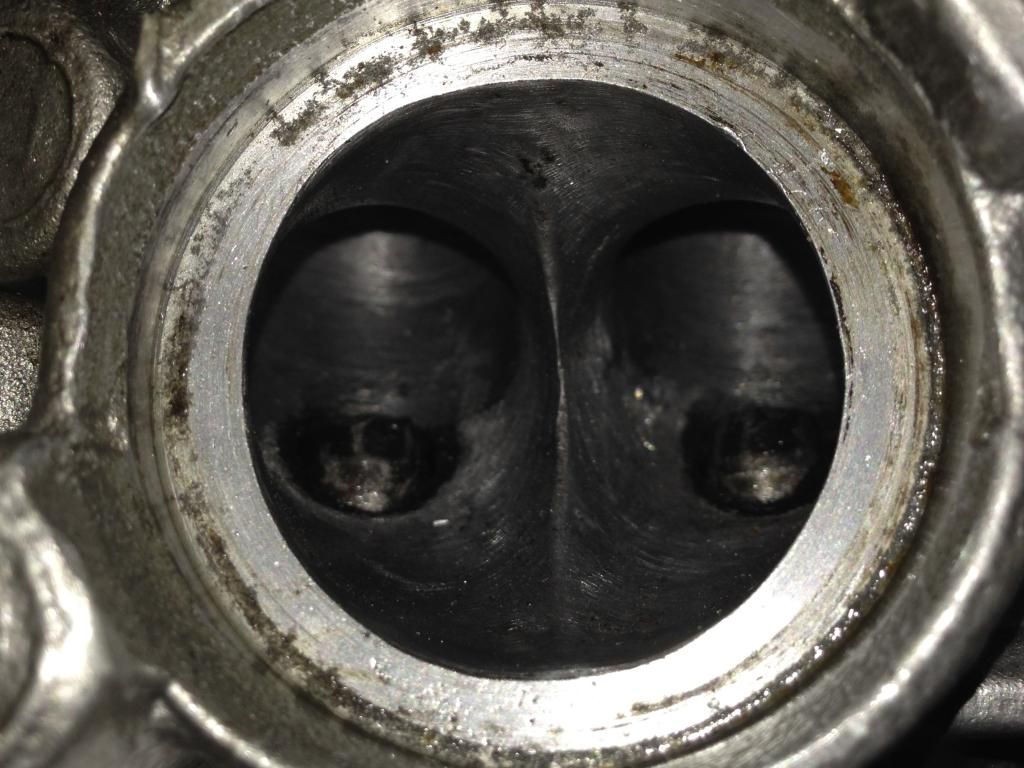
 | Was ich bei den Ventilen vorgefunden habe, hat mich doch eher erstaunt... dickste Russ- & Kohleablagerungen. Und nein - das ist kein Ausslass - sonder ein Einlassventil. |
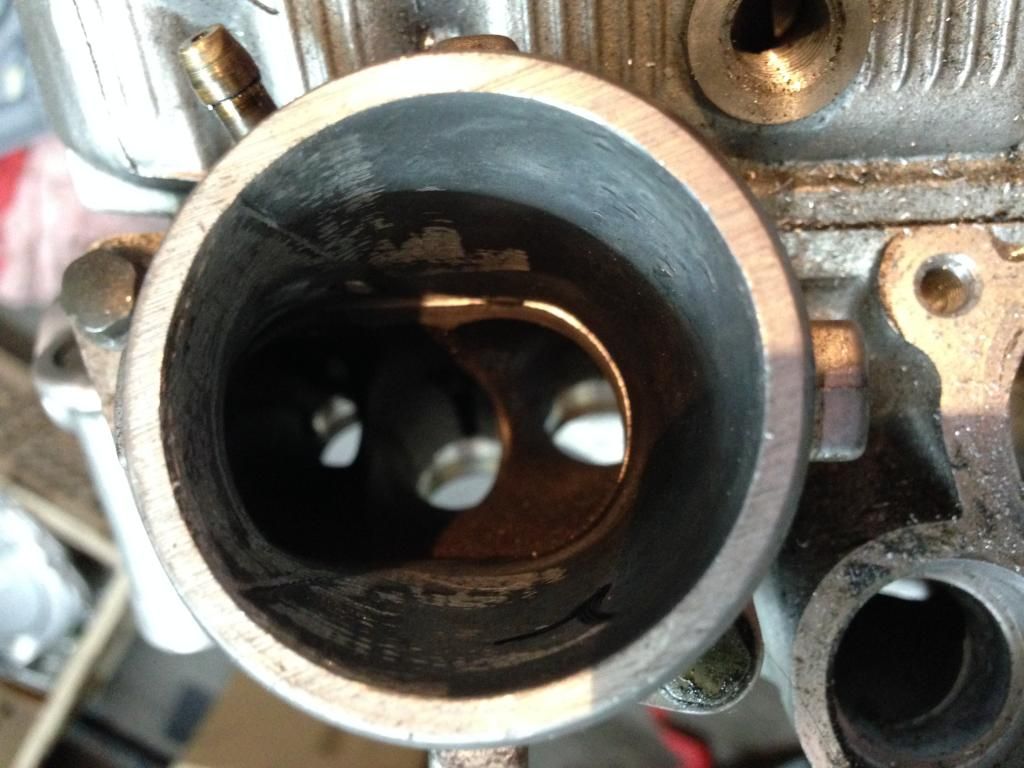
 | Die Ventilsitzringe sehen ebenfalls dementsprechen aus und die Einlasskanäle waren auch ziehmlich verrusst. Ganz ehrlich gesagt, ich wundere mich dass die Kiste überhaupt noch so gut gezogen hat - die Venile können doch nie und nimmer dicht gwesen sein. Aber subjektiv war das der Stärkste der der 3 Ace Motoren die ich gefahren bin... |
Die Ventile haben dann ein eintägiges Bad in einer 30% Natronlauge genommen - danach konnte die Kruste ganz einfach abgebürstet werden. Zumindest bei den Einlassventilen. Bei den Auslassventilen ist die Kruste wesentlich hartnäckiger und muss mechanisch zu leibe gerückt werden.
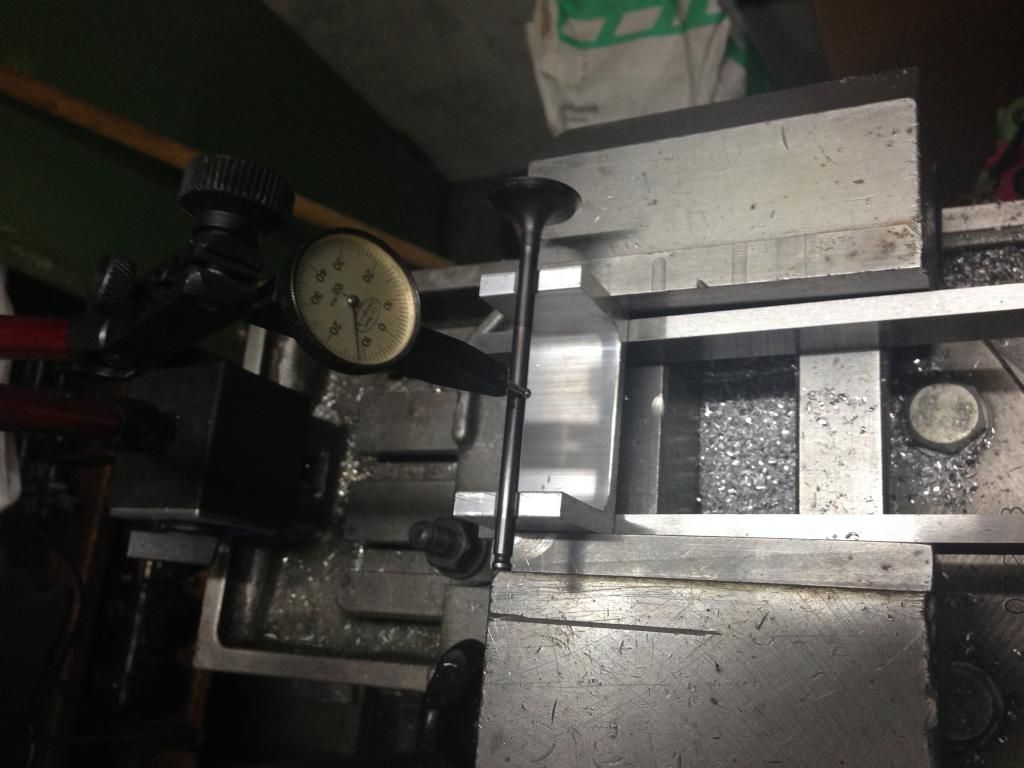 | Als nächstes mussten die Ventile auf Rundlauf geprüft werden - vorallem die aus dem Zylinder mit dem Kolbeneinschlag. Also mal kurze eine kleine Halterung gefräst und die Ventile mit einem Pupitast auf Rundlauf geprüft. Erstaunlicherweise sind die Ventile heile geblieben...zumindest die drei Einlassventile. Die beiden Auslassventile hatten bei 2/10mm Schlag. |
 | Also mit dem aufarbeiten der Ventile begonnen... hier die verschiedenen Bearbeitungsstufen... |
 | Am Anfang hatte ich sucher ne gute Stunde pro Ventil...wenn man ein paar gemacht und den Dreh raus hat gehts natürlich fixer, so dass ich am Schluss so bei 20min gelandet bin. Aber eines sag ich euch, das nächste mal kauf ich mir einen 1 Zylinder 2 Ventiler oder gleich einen 2-Takter - aber sicher keinen 4 Zylinder 5 Ventiler! Aber "fertig sind die auch nich nicht - ich will hier noch eine 30 Grad Phase andrehen um den Ventilteller strömungsgünstiger hinzubekommen. |
Aber kommen wir zur eingentlichen Sache....wenn man sich die Übergänge an den Sitzen u mal so betrachtet sieht man, dass die Sitzringe mehrere zehntel grosse Kanten an den Übergängen zu den Kanälen aufweisen. Das ist strömungstechnisch eher suboptimal. Vorallem im Bereich der Ventilsitze sollen keine Verwirbelungen entstehen umd eine möglichst gute Zylinderfüllung zu gewährleisten. Also mal die Dremelkopie ausgepackt und mit schleifen/fräsen begonnen....der hat dann nach 2 Stunden den geist aufgebegen. Ist ja greade Weihnachten - also hab ich mir selbst einen richtigen Dremel unter den Weihnachtsbaum gelegt ;)
 |  |  |
| unschöne Kanten | nochmals unschöne Kanten | unschöne Kanten weg :D |
Das selbe gilt bei den Alu-Ansaugstuzen....also wurde auch hier der Dremel angesetzt
 |  |  |
| die ungünstigen Kanten | da kommt einiges zusammen | vorgeschruppt |
Ziel war nicht, die Kanäle möglichst gross zu gestalten sonder die Fertigungstoleranzen zu beseitigen und das ganze Strömungstechnisch zu optimieren. Natürlich wurden auch die Auslasskänäle der selben Behandlung unterzogen.......
 |
 |
 |
| nach 72'042km | vorgeschruppt | fertig bearbeitet |
Danach gings ans Optimieren der Brennkammern......
 |  |  |
| Ausgangszustand | geglättet... | auf hochglanz poliert |
Die polierte Oberfläche soll zum einen verhindern, dass sic Rückstände in der Brennkammer ablagern, zum anderen wird damit die Wärmeaufnahme geringer.
 | Natürlich musste dann auch mal kontrolliert werden, ob alle Brennräume
noch gleich gross sind. Dazu ne CD Hülle genommen, zwei Löcher rein
gebohrt und mittels Spritzen die Brennkammern gefüllt, bis keine Luft
mehr drin war. Resultat: Alle Brennkammer identisch, aber 1ccm grösser als original...sprich die Verdichtung wird um gut 0.3 absinken - aber dem kann resp werde ich durch abfräsen des Kopfes entgegen wirken.... |
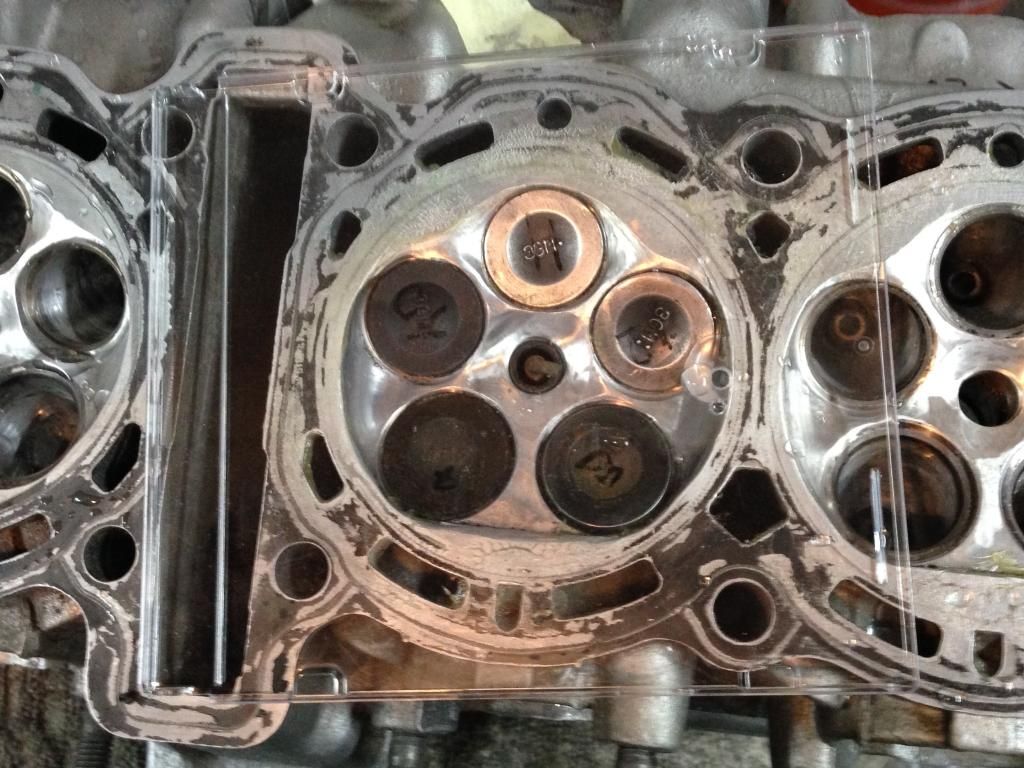
 | Auch mussten sämtliche Ventile neu eingeschliffen/geläppt werden damit die Sitze wieder dicht sind. Hier ein Foto vom Dichtichtigskeitstest....der Dieselstand nach 4h. Da sind zwar ein paar Tropfen durchgesickert, aber den Dichtichkeitstest habe ich ohne Ventilfedern durchgeführt - sprich die Ventile wurden nur durch die paar Gramm Eigengewicht in die Sitze gepresset. Mit eingebauten Ventilfedern würde dann ein paar Kilo Druck die auf die Ventilteller resp. sitze ausgeübt werden. Ach ja, nach 30h hab ich dann den restlichen Diesel abgesaugt - die Brennkammern waren immer noch zu 2/3 gefüllt. |
Dann habe ich mal ein Experiment mit JB Weld an den Einlassventilen gestartet. JB Weld ist ein "spezieller" Epoxy der gerne im Bereich des Einlass/Ansaugtraktes verwendet wird weil er Benzin- und Oelbeständig ist sowie bis etwa 350 Grad Hitze aushalten kann. Ziel ist, mit dem Epoxy die Ausbohrungen um den Bereich der Ventilführungen aufzufüllen, so dass der Einlasskanal strömungsgünstiger gestaltet werden kann.
 |  |  |
Gemachte Arbeiten bis jetzt:
- Einlasskanäle und Ansaugstutzen geschruppt
- Auslasskanäle geglättet & poliert
- Brennkammern geglättet & poliert
- Ventile poliert
- Ventile eingeschliffen
Todo:
- Einlassknäle fertig bearbeiten
- Ventile mit 30Grad Phase strömungsgünstig bearbeiten
- Ventilschaftdichtungen ersetzen
- Planen
Keine Kommentare:
Kommentar veröffentlichen